PET
Pólýetýlen tereftalat (stundum skrifað fjöl (etýlen-tereftalat)), oft stytt PET, pete, eða úreltur PETP eða PET-P, er algengastur hitauppstreymi fjölliða plastefni á pólýester fjölskylda og er notað í trefjum fyrir fatnað, ílát fyrir vökva og matvæli, hitaformun til framleiðslu og ásamt glertrefjum fyrir plastefni.
Það getur einnig verið vísað til með vörumerkinu Dacron; í Bretlandi, Terylene; eða í Rússlandi og fyrrum Sovétríkjunum, Lavsan.
Meirihluti PET-framleiðslu heimsins er vegna tilbúinna trefja (umfram 60%), en flöskuframleiðsla er um 30% af alþjóðlegri eftirspurn. Í samhengi við textílforrit er vísað til PET með sameiginlegu nafni, pólýesteren skammstöfunin PET er almennt notað í tengslum við umbúðir. Polyester er um 18% af framleiðslu fjölliða í heiminum og er það fjórða mest framleidda fjölliða; pólýetýlen(FÓTUR), pólýprópýlen (PP) og pólývínýlklóríð (PVC) eru fyrst, önnur og þriðja, hvort um sig.
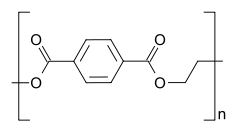
PET samanstendur af fjölliðað einingar af einliða etýlen tereftalati, með endurtekningu (C10H8O4) einingar. PET er almennt endurunnið og hefur númerið 1 sem endurvinnslutákn þess.
Það fer eftir vinnslu þess og hitasögu, pólýetýlen tereftalat getur verið til bæði sem formlaust (gegnsætt) og sem hálfkristallað fjölliða. Hálfkristallaða efnið gæti virst gegnsætt (kornastærð <500 nm) eða ógegnsætt og hvítt (kornastærð allt að nokkrir míkrómetrar), allt eftir kristalbyggingu þess og kornastærð. Einliða þess bis (2-hýdroxýetýl) tereftalat er hægt að búa til af estrun viðbrögð milli tereftalsýra og etýlen glýkól með vatni sem aukaafurð, eða með endurmyndun viðbrögð milli etýlen glýkól og dímetýl tereftalat með metanól sem aukaafurð. Fjölliðun er í gegnum a fjölliðun viðbrögð einliða (gert strax eftir estrun / ummyndun) við vatn sem aukaafurð.
| Nöfn | |
|---|---|
| IUPAC nafn
Pólý (etýlbensen-1,4-díkarboxýlat)
|
|
| Kennimenn | |
| 25038-59-9 |
|
| Skammstafanir | Gæludýr, PETE |
| Eiginleikar | |
| (C10H8O4)n | |
| Mólmassi | breyta |
| Þéttleiki | 1.38 g / cm3 (20 ° C), formlaust: 1.370 g / cm3, einn kristal: 1.455 g / cm3 |
| Bræðslumark | > 250 ° C, 260 ° C |
| Suðumark | > 350 ° C (niðurbrot) |
| nánast óleysanlegt | |
| Hitaleiðni | 0.15 til 0.24 W m-1 K-1 |
|
Breytur vísitölu(nD)
|
1.57–1.58, 1.5750 |
| Hitefnafræði | |
| 1.0 kJ / (kg · K) | |
| Tengd efnasambönd | |
|
Tengdar Einliða
|
Tereftalsýra Etýlen glýkól |
|
Gögn eru gefin um efni í þeim nema annað sé tekið fram staðlað ástand (við 25 ° C [77 ° F], 100 kPa).
|
|
Notar
Vegna þess að PET er frábært efni í vatni og raka, eru plastflöskur úr PET notaðar mikið til gosdrykkja (sjá kolsýring). Fyrir tilteknar sérflöskur, svo sem þær sem eru ætlaðar til innilokunar bjór, samlokur PET viðbótar pólývínýlalkóhól (PVOH) lag til að draga enn frekar úr súrefnis gegndræpi þess.
Tvíátta stilla PET filmu (oft þekkt undir einu af viðskiptaheitunum, „Mylar“) er hægt að súma með því að gufa upp þunnan málmfilm á hana til að draga úr gegndræpi hennar og gera hana endurskins og ógegnsæja (MPETT). Þessir eiginleikar eru gagnlegir í mörgum forritum, þar á meðal sveigjanlegur matur umbúðir og varmaeinangrun. Sjá: „rúmteppi“. Vegna mikils vélrænna styrkleika er PET-filmur oft notaðar í borði, svo sem burðarefni fyrir segulband eða stuðning fyrir þrýstingsnæm límbönd.
Ó-stilla PET lak getur verið hitaformaður til að búa til umbúðabakka og þynnupakkningar. Ef kristallað PET er notað er hægt að nota bakkana í frosna kvöldverði þar sem þeir standast bæði frostmark og ofnhita. Öfugt við formlaust PET, sem er gegnsætt, kristallaðist PET eða CPET tilhneigingu til að vera svart á litinn.
Þegar það er fyllt með gleragnir eða trefjar verður það verulega stíft og endingargott.
PET er einnig notað sem hvarfefni í þunnfilmu sólfrumur.
Terylene er einnig splittað í bjalla reipi boli til að koma í veg fyrir slit á reipunum þegar þeir fara um loftið.
Saga
PET var einkaleyfi árið 1941 af John Rex Whinfield, James Tennant Dickson og vinnuveitanda þeirra Calico Printers 'Association í Manchester, Englandi. EI DuPont de Nemours í Delaware í Bandaríkjunum notaði fyrst vörumerkið Mylar í júní 1951 og fékk skráningu þess árið 1952. Það er ennþá þekktasta nafnið sem notað er yfir pólýesterfilmu. Núverandi eigandi vörumerkisins er DuPont Teijin Films US, samstarf við japanskt fyrirtæki.
Í Sovétríkjunum var PET fyrst framleitt á rannsóknarstofum Institute of High-Molecular Compounds í USSR Academy of Sciences árið 1949 og nafn þess „Lavsan“ er skammstöfun þess (laборатории Института высокомолекулярных соединений Академии наук СССР).
PET-flaskan var einkaleyfi á árinu 1973 af Nathaniel Wyeth.
Líkamlegir eiginleikar
PET í náttúrulegu ástandi er litlaust, hálfkristallað plastefni. Byggt á því hvernig það er unnið getur PET verið hálf stíft til stíft og það er mjög létt. Það er gott gas og sanngjarn rakavörn, auk góðrar hindrunar fyrir áfengi (krefst viðbótar „hindrunar“) og leysa. Það er sterkt og höggþolið. PET verður hvítt þegar það verður fyrir klóróformi og einnig ákveðin önnur efni eins og tólúen.
Um það bil 60% kristöllun er efri mörk viðskiptalegra afurða, að undanskildum pólýester trefjum. Hægt er að framleiða skýrar vörur með því að kólna bráðna fjölliða undir Tg aðlögunarhitastig glers til að mynda formlaust fast efni. Eins og gler myndast myndlaust PET þegar sameindir þess fá ekki nægan tíma til að raða sér á skipulegan, kristallaðan hátt þegar bráðinn er kældur. Við stofuhita eru sameindirnar frosnar á sínum stað, en ef nægjanlegri hitaorku er komið aftur í þær með upphitun yfir Tg, þeir byrja að hreyfa sig aftur, leyfa kristöllum að kjarna og vaxa. Þessi aðferð er þekkt sem kristöllun á föstu formi.
Þegar það er látið kólna hægt myndar bráðna fjölliðan kristallaðara efni. Þetta efni hefur kúlulaga sem inniheldur mörg lítil kristallað þegar það er kristallað úr myndlausu föstu efni, frekar en að mynda einn stóran einn kristal. Ljós hefur tilhneigingu til að dreifast þegar það fer yfir mörkin milli kristalla og myndlausu svæðanna á milli. Þessi dreifing þýðir að kristallað PET er ógegnsætt og hvítt í flestum tilvikum. Trefjateikning er meðal fárra iðnaðarferla sem framleiða næstum ein kristal vöru.
Innri seigja

Eitt mikilvægasta einkenni PET er vísað til eðlislæga seigju (IV).
Innri seigja efnisins, fundin með því að framreikna til núllstyrks miðað við seigju miðað við styrk sem er mæld í desilíters á hvert gramm (dℓ / g). Innri seigja er háð lengd fjölliða keðjanna en hefur engar einingar vegna þess að framreiknað er til núllstyrks. Því lengur sem fjölliða keðjurnar eru, því fleiri fléttur milli fjötra og því hærra er seigjan. Hægt er að stjórna meðaltals keðjulengd tiltekinnar lotu af plastefni á meðan fjölliðun.
Innri seigju svið PET:
Trefjar bekk
- 0.40–0.70 Vefnaður
- 0.72–0.98 Tæknilegar, hjólbarðasnúrur
Kvikmyndagrein
- 0.60-0.70 BOPET (tvöfaldur stilla PET kvikmynd)
- 0.70–1.00 Blaðseinkunn fyrir hitaformun
Flaskagrein
- 0.70–0.78 Vatnsflöskur (flatar)
- 0.78–0.85 Kolvetnis gosdrykkja einkunn
Einhitun, verkfræði plast
- 1.00-2.00
Þurrkun
PET er vatnssækið, sem þýðir að það gleypir vatn frá umhverfi sínu. Hins vegar, þegar þetta „raka“ PET er hitað, vatnið vatnsrof PET, minnkar seiglu sína. Þannig að áður en hægt er að vinna plastefni í mótunarvél verður það að þurrka. Þurrkun næst með því að nota a þurrkefni eða þurrkara áður en PET er gefið í vinnslubúnaðinn.
Inni í þurrkara er heitu þurru lofti dælt í botninn á því sem inniheldur plastefni þannig að það rennur upp í gegnum kögglana og fjarlægir raka á leiðinni. Heitt blautt loftið yfirgefur toppinn á skottinu og er fyrst keyrt í gegnum eftirkælir, því það er auðveldara að fjarlægja raka úr köldu lofti en heitt loftið. Kalt blautt loft sem myndast er síðan leitt í gegnum þurrkefni. Að lokum er svalt þurrt loft sem yfirgefur þurrkefnarúmið hitað aftur í vinnsluhitara og sent aftur í gegnum sömu ferli í lokaðri lykkju. Venjulega verður leifarþéttni í plastefni að vera minna en 50 hlutar á hverja milljón (hlutar vatns á milljón hlutar plastefni, miðað við þyngd) áður en það er unnið. Dvalartími þurrkara ætti ekki að vera styttri en um það bil fjórar klukkustundir. Þetta er vegna þess að þurrkun efnisins á innan við 4 klukkustundum myndi krefjast hitastigs yfir 160 ° C, á hvaða stigi vatnsrof myndu byrja inni í kögglinum áður en hægt væri að þurrka þau út.
Einnig er hægt að þurrka PET í þurrkara með þjöppuðu lofti. Þurrkun loftþurrkara endurnýtir ekki þurrkun loft. Þurrt, hitað þjappað loft er dreift um PET kögglarnar eins og í þurrkefni þurrkara og síðan sleppt út í andrúmsloftið.
Samfjölliður
Í viðbót við hreina (einsleiður) PET, PET breytt af samfjölliðun er einnig í boði.
Í sumum tilvikum eru breyttir eiginleikar samfjölliða æskilegri fyrir tiltekna notkun. Til dæmis, sýklóhexan dimetanól (CHDM) er hægt að bæta við fjölliðuhrygginn í staðinn fyrir etýlen glýkól. Þar sem þessi byggingareining er mun stærri (6 kolefnisatóm til viðbótar) en etýlen glýkól einingin sem hún kemur í staðinn, passar hún ekki í nágrannakeðjurnar eins og etýlen glýkól eining myndi gera. Þetta truflar kristöllun og lækkar bræðsluhita fjölliðunnar. Almennt er slíkt PET þekkt sem PETG eða PET-G (pólýetýlen tereftalat glýkól-breytt; Eastman Chemical, SK Chemicals og Artenius Italia eru nokkrir PETG framleiðendur). PETG er tært formlaust hitauppstreymi sem hægt er að sprauta eða þreyta lak. Það er hægt að lita það við vinnslu.
Önnur algeng breyting er ísófþalsýra, í stað sumra 1,4- (fyrir-) tengd tereftalat einingar. 1,2- (orthó-) eða 1,3- (Meta-) tenging framleiðir horn í keðjunni, sem truflar einnig kristalla.
Slík samfjölliður eru hagstæðir fyrir ákveðin mótunarforrit, svo sem hitaformun, sem er til dæmis notað til að búa til bakka eða þynnupakkningar úr sam-PET filmu, eða myndlausri PET-lak (A-PET) eða PETG-lak. Aftur á móti er kristöllun mikilvæg í öðrum forritum þar sem vélrænni og víddarstöðugleiki er mikilvægur, svo sem öryggisbelti. Fyrir PET flöskur er notkun á litlu magni af isophthalsýru, CHDM, díetýlen glýkól (DEG) eða aðrir sameiningaraðilar geta verið gagnlegir: ef aðeins lítið magn af samhverfum er notað, hægist á kristöllun en kemur ekki í veg fyrir það að öllu leyti. Fyrir vikið er hægt að fá flöskur í gegnum teygja högg mótun („SBM“), sem eru bæði nógu skýr og kristölluð til að vera fullnægjandi hindrun fyrir ilmi og jafnvel lofttegundum, svo sem koltvísýringi í kolsýrðum drykkjum.
Framleiðsla

Pólýetýlen tereftalat er framleitt úr etýlen glýkól og dímetýl tereftalat (C6H4(CO2CH3)2) Eða tereftalsýra.
Hið fyrra er a endurmyndun viðbrögð en hið síðarnefnda er estrun viðbrögð.
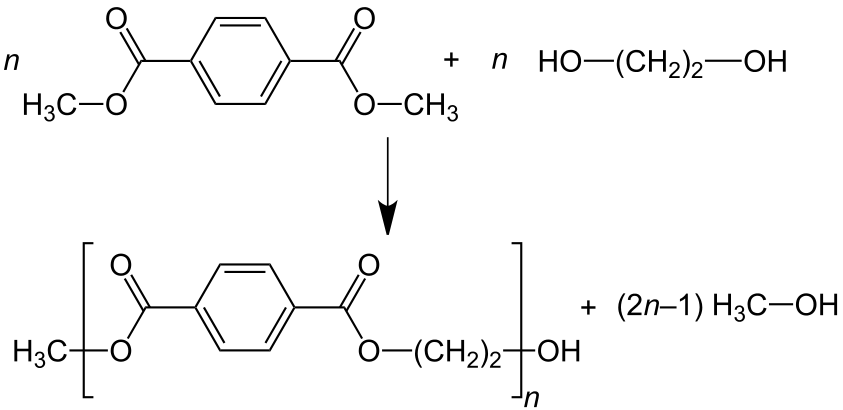
Dímetýl tereftalat ferli
In dímetýl tereftalat aðferð, þessu efnasambandi og umfram etýlen glýkóli er hvarfast í bráðnuninni við 150-200 ° C með a grunn hvati. Metanól (CH3OH) er fjarlægt með eimingu til að keyra hvarfið áfram. Umfram etýlen glýkól er eimað við hærra hitastig með tómarúmi. Seinna ummyndunarþrepið heldur áfram við 270-280 ° C, með stöðugri eimingu á etýlen glýkóli líka.
Viðbrögðin eru hugsjón sem hér segir:
- Fyrsta skref
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2Ó)2 + 2 CH3OH
- Annað skref
- n C6H4(CO2CH2CH2Ó)2 → [(CO) C6H4(CO2CH2CH2O)]n + n Hoch2CH2OH
Terephthalic sýru ferli
Í tereftalsýra ferli, esterering á etýlen glýkóli og tereftalsýru fer fram beint við miðlungs þrýsting (2.7–5.5 bar) og við háan hita (220–260 ° C). Vatn er útrýmt í hvarfinu og það er einnig fjarlægt stöðugt með eimingu:
- n C6H4(CO2H)2 + n Hoch2CH2OH → [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O
niðurbrot
PET er tekið fyrir ýmsar gerðir niðurbrots við vinnslu. Helstu niðurbrot sem geta komið fram eru vatnsrof, og líklega mikilvægust, varmaoxun. Þegar PET brotnar niður gerist ýmislegt: aflitun, keðja skíði sem leiðir til minni mólmassa, myndun asetaldehýðog kross hlekkur („Hlaup“ eða „fisk-auga“ myndun). Mislitun er vegna myndunar ýmissa litningakerfa eftir langvarandi hitameðferð við hækkað hitastig. Þetta verður vandamál þegar sjónþörf fjölliðunnar er mjög mikil, svo sem í forritum um umbúðir. Niðurbrot hitauppstreymis og hitastigs hefur í för með sér slæma vinnslueiginleika og afköst efnisins.
Ein leið til að draga úr þessu er að nota a samfjölliða. Comonomers eins og CHDM eða ísófþalsýra lækkaðu bræðsluhitastigið og minnkaðu kristallaða PET (sérstaklega mikilvægt þegar efnið er notað til framleiðslu á flöskum). Þannig er plastefni hægt að mynda plast við lægra hitastig og / eða með lægri krafti. Þetta hjálpar til við að koma í veg fyrir niðurbrot, og dregur úr asetaldehýðinnihald fullunnu vörunnar í viðunandi stig (það er óséjanlegt). Sjáðu samfjölliður, hér að ofan. Önnur leið til að bæta stöðugleika fjölliðunnar er að nota sveiflujöfnun, aðallega andoxunarefni eins og fosfít. Nýlega hefur einnig verið litið til stöðugleika sameinda stigs efnisins með því að nota nanostructure efni.
Asetaldehýð
Asetaldehýð er litlaust, rokgjarnt efni með ávaxtalykt. Þó að það myndist náttúrulega í sumum ávöxtum getur það valdið smekk í vatni á flöskum. Asetaldehýð myndast við niðurbrot á PET með því að fara illa með efnið. Hátt hitastig (PET brotnar niður við 300 ° C eða 570 ° F), hár þrýstingur, extruderhraði (of mikið klippiflæði hækkar hitastigið) og langur búsetutími tunnu stuðlar allt að framleiðslu asetaldehýðs. Þegar asetaldehýð er framleitt er hluti þess uppleystur í veggjum íláts og síðan dreifist inn í vöruna sem geymd er inni og breytir smekk og ilmi. Þetta er ekki svo vandamál fyrir rekstrarvörur (svo sem sjampó), ávaxtasafa (sem þegar innihalda asetaldehýð), eða fyrir sterkan smekk drykki eins og gosdrykki. Fyrir flöskuvatn er lágt asetaldehýðinnihald þó mjög mikilvægt því ef ekkert grímur við ilminn getur jafnvel mjög lágt styrkur (10–20 hlutar á milljarð í vatnið) asetaldehýðs valdið bragði.
antímon
antímon (Sb) er málmþáttur sem er notaður sem hvati á formi efnasambanda eins og antímón tríoxíð (Sb2O3) eða antímon þríasetat við framleiðslu á PET. Eftir framleiðslu er hægt að finna greinanlegt magn af antimon á yfirborði vörunnar. Hægt er að fjarlægja þessa leif með þvotti. Antímon er enn í efninu sjálfu og getur því flust út í mat og drykki. Að útsetja PET fyrir sjóðandi eða örbylgjuofni getur aukið magn antímóns verulega, hugsanlega yfir USEPA hámarksmengun. Drykkjarvatnsmörkin sem WHO metur er 20 hlutar á milljarð (WHO, 2003) og neysluvatnsmörk í Bandaríkjunum eru 6 hlutar á milljarð. Þrátt fyrir að antímóntríoxíð hafi lítil eiturhrif þegar það er tekið til inntöku er nærvera þess samt áhyggjuefni. Svisslendingurinn Alríkisstofnun Alríkisstofnunar rannsakað magn antimónflutninga, borið saman vatn á flöskum í PET og gleri: Styrkur antimons vatnsins í PET flöskum var hærri, en samt langt undir leyfilegum hámarksstyrk. Svissneska alríkisstofnunin um lýðheilsu komst að þeirri niðurstöðu að lítið magn af antímon flyst úr PET í vatn á flöskum, en að heilsufarsáhættan af lágum styrk sem af þessu leiðir er hverfandi (1% af „þolanleg dagleg inntaka“Ákvörðuð af WHO). Seinni (2006) en víðtækari rannsókn kom í ljós svipað magn af antímoni í vatni í PET flöskum. WHO hefur birt áhættumat vegna mótefna í drykkjarvatni.
Ávaxtasafaþykkni (sem ekki eru settar neinar leiðbeiningar fyrir) reyndist hins vegar innihalda allt að 44.7 µg / L af antímoni, sem var framleitt og sett á flöskur í PET í Bretlandi, langt yfir mörkum ESB fyrir kranavatni af 5 µg / L.
Líffræðileg niðurbrot
Nocardia getur brotið niður PET með esterasasaensími.
Japanskir vísindamenn hafa einangrað bakteríu Ideonella sakaiensis sem hefur tvö ensím sem geta brotið niður PET í smærri bita sem bakterían getur melt. Nýlenda I. sakaiensis getur sundrað plastfilmu á um það bil sex vikum.
Öryggi
Athugasemd birt í Umhverfis Heilsa Perspectives í apríl 2010 lagði til að PET gæti skilað sér innkirtla Disruptors við sameiginlegar aðstæður og ráðlagðar rannsóknir á þessu efni. Fyrirhugaðar aðferðir fela í sér útskolun þalöt sem og útskolun antimon. Grein birt í Tímarit um umhverfisvöktun í apríl 2012 að þeirri ályktun að styrkur antimon í afjónað vatn geymt í PET flöskum helst innan viðunandi marka ESB, jafnvel þó að það sé geymt stutt við hitastig allt að 60 ° C (140 ° F), en innihald á flöskum (vatn eða gosdrykkir) getur stundum farið yfir ESB-mörk eftir minna en árs geymslu í herbergi hitastig.
Flöskuvinnslutæki

Það eru tvær grundvallar mótunaraðferðir fyrir PET flöskur, eitt þrep og tvö þrep. Í tveggja þrepa mótun eru tvær aðskildar vélar notaðar. Fyrsta vélainnspýtingin mótar forformið, sem líkist tilraunaglasi, með flöskuhettuþræðina sem þegar eru mótaðir á sínum stað. Hylkið á slöngunni er verulega þykkari þar sem það verður blásið upp í loka lögun sína í öðru skrefi með því að nota teygja högg mótun.
Í öðru þrepinu eru forformin hituð hratt og síðan blásin upp á tveggja hluta mold til að mynda þau í lokaform flöskunnar. Forform (óuppblásnar flöskur) eru nú einnig notaðir sem öflugir og einstök ílát sjálfir; fyrir utan nýjungar nammi dreifa sumir kaflar Rauða krossins þeim sem hluta af Vial of Life áætluninni til húseigenda til að geyma sjúkrasögu fyrir neyðaraðstoðarmenn. Önnur sífellt algengari notkun fyrir forformin eru gámar í útivistinni Geocaching.
Í einum þrepa vélum fer allt ferlið frá hráefni í fullunnið ílát fram innan einnar vélar, sem gerir það sérstaklega hentugt til að móta óstaðlaðar gerðir (sérsniðin mótun), þar með talið krukkur, flat sporöskjulaga, flöskuform osfrv. Mesti kostur þess er minnkun á rými, meðhöndlun vöru og orku og mun meiri sjónræn gæði en hægt er að ná með tveggja þrepa kerfinu.
Endurvinnsluiðnaður pólýester
Árið 2016 var áætlað að 56 milljónir tonna af PET séu framleiddar á ári hverju.
Þó að flestir hitaplastar megi í meginatriðum endurvinna, PET endurvinnsla er hagnýtari en mörg önnur plastforrit vegna mikils verðmæti plastefni og nánast eingöngu notkunar á PET fyrir mikið notað vatn og kolsýrð átöppun. PET hefur a kjarni auðkennisnúmer af 1. Aðalnotkunin fyrir endurunnið PET er pólýester trefjargjörvulegur gámur og ekki í matvæli.
Vegna endurvinnslu PET og hlutfallslegs gnægð úrgangur eftir neytendur í formi flöskra er PET hratt að öðlast markaðshlutdeild sem teppatrefjar. Mohawk Iðnaðarins gaf út EverSTRAND árið 1999, 100% PET endurunnið efni eftir neytendur. Frá þeim tíma hafa meira en 17 milljarðar flöskur verið endurunnin í teppatrefjar. Pharr Yarns, birgir fjölmargra teppaframleiðenda, þar á meðal Looptex, Dobbs Mills, og Berkshire Flooring, framleiðir BCF (lausamótun með þéttu lausu) PET teppatrefjum sem innihalda að lágmarki 25% endurunnið efni eftir neytendur.
PET, eins og með mörg plastefni, er einnig framúrskarandi frambjóðandi til varma förgunar (brennsla), þar sem það er samsett úr kolefni, vetni og súrefni, með aðeins snefilmagni hvataþátta (en enginn brennisteinn). PET hefur orkuinnihald mjúkra kola.
Þegar endurvinnsla pólýetýlen tereftalats eða PET eða pólýester er almennt þarf að greina á tvo vegu:
- Efnafræðileg endurvinnsla til upphafs hráefna hreinsuð tereftalsýra (PTA) eða dímetýl tereftalat (DMT) og etýlen glýkól (EG) þar sem fjölliða uppbyggingin er eyðilögð alveg, eða í ferli milliefni eins og bis (2-hýdroxýetýl) tereftalat
- Vélrænni endurvinnsla þar sem upprunalegu fjölliðaeiginleikunum er viðhaldið eða blandað.
Efnafræðileg endurvinnsla PET mun verða hagkvæm og eingöngu notuð við endurvinnslulínur með meira en 50,000 tonn á ári. Slíkar línur mátti aðeins sjá, ef yfirleitt, innan framleiðslustaða mjög stórra polyesterframleiðenda. Nokkrar tilraunir í iðnaðarstærð til að koma upp slíkum efna endurvinnslustöðvum hafa verið gerðar áður en án árangurs. Jafnvel efnileg endurvinnsla efna í Japan hefur ekki orðið iðnaðar bylting hingað til. Þessar tvær ástæður eru: Í fyrstu er erfiðleikinn við stöðugar og stöðugar úrgangsflöskur í svo miklu magni á einum stað og í öðru lagi stöðugt hækkað verð og verðsveiflur safnaðra flöskra. Verð á ballflöskum hækkaði til dæmis á milli ára 2000 og 2008 úr um það bil 50 evrum / tonn í yfir 500 evrur / tonn árið 2008.
Vélræn endurvinnsla eða bein blóðrás á PET í fjölliða ástandi er starfrækt í flestum fjölbreyttum afbrigðum í dag. Þessar tegundir ferla eru dæmigerðar fyrir lítil og meðalstór iðnaður. Nú þegar er hægt að ná hagkvæmni með afkastagetu álversins á bilinu 5000–20,000 tonn / ár. Í þessu tilfelli er næstum allskonar endurgjöf endurunnins efnis í efnablönduna möguleg í dag. Hér á eftir er fjallað ítarlega um þessa fjölbreyttu endurvinnsluferla.
Að auki efnamengun og niðurbrot vörur sem eru framleiddar við fyrstu vinnslu og notkun, vélræn óhreinindi eru fulltrúi meginhlutans í afskriftum gæða í endurvinnslustraumnum. Endurunnin efni eru í auknum mæli kynnt í framleiðsluferlum, sem upphaflega voru hönnuð fyrir ný efni. Þess vegna verða skilvirkir flokkunar-, aðgreiningar- og hreinsunarferlar mikilvægastir fyrir hágæða endurunnan pólýester.
Þegar við erum að tala um pólýester endurvinnsluiðnað einbeittum við okkur aðallega að endurvinnslu á PET flöskum, sem eru á meðan notaðir fyrir alls konar fljótandi umbúðir eins og vatn, kolsýrt gosdrykki, safi, bjór, sósur, þvottaefni, efni til heimilisnota og svo framvegis. Auðvelt er að greina flöskur vegna lögunar og samkvæmni og aðskildir frá úrgangs plaststraumum annað hvort með sjálfvirkum eða með handflokkunarferlum. Rótgróinn endurvinnsluiðnaður pólýester samanstendur af þremur helstu hlutum:
- PET flöskusöfnun og aðskilnaður úrgangs: flutninga flutninga
- Framleiðsla á hreinum flöskuflögum: flagaframleiðsla
- Umbreyting PET flögur í lokaafurðir: flagavinnsla
Milliefni frá fyrsta hlutanum er úrgangs úr flösku úr bolta með PET-innihald meira en 90%. Algengasta viðskiptaformið er balinn en einnig eru múraðir eða jafnvel lausir, fyrirskornir flöskur algengir á markaðnum. Í öðrum hlutanum er safnaðu flöskunum breytt í hreinar PET flöskuflögur. Þetta skref getur verið meira eða minna flókið og flókið eftir því hver endanleg flaga gæði þarf. Á þriðja þrepi eru PET flöskuflögur unnar að hvers konar vörum eins og filmu, flöskum, trefjum, þráðum, gjörvu eða milliefnum eins og kögglum til frekari vinnslu og verkfræði plasti.
Fyrir utan þessa ytri (eftir neytenda) endurvinnslu pólýesterflösku, eru fjöldi innri (fyrir neytenda) endurvinnsluferla til, þar sem sóun fjölliðaefnisins fer ekki frá framleiðslusvæðinu á frjálsan markað og er í staðinn endurnýtt í sama framleiðslurás. Á þennan hátt er trefjaúrgangur endurnýttur til að framleiða trefjar, forformsúrgangur er endurnýttur til að framleiða forform og filmuúrgangur er endurnýttur til að framleiða kvikmyndir.
PET endurvinnsla
Hreinsun og afmengun
Árangur hvers konar endurvinnsluhugtaks er falinn í skilvirkni hreinsunar og afmengunar á réttum stað við vinnslu og að nauðsynlegu eða æskilegu marki.
Almennt gildir eftirfarandi: Því eldri sem eru í ferlinu eru erlend efni fjarlægð, og því betur sem þetta er gert, því skilvirkara er ferlið.
Hið háa Mýkingarefni hitastig PET á bilinu 280 ° C (536 ° F) er ástæða þess að næstum öll algeng lífræn óhreinindi eins og PVC, PLAN, pólýólefín, efna trjákvoða og pappírstrefjar, pólývínýl asetat, brætt lím, litarefni, sykur og prótein leifar eru umbreyttar í litaðar niðurbrotsefni sem aftur geta leyst til viðbótar viðbrögð niðurbrotsefni. Þá fjölgar göllum í fjölliða keðjunni töluvert. Kornastærðardreifing óhreininda er mjög breið, stóru agnirnar 60–1000 µm - sem sjást með berum augum og auðvelt er að sía - tákna minna illt, þar sem heildaryfirborð þeirra er tiltölulega lítið og niðurbrotshraðinn er því lægri. Áhrif smásjá agna, sem - vegna þess að þau eru mörg - auka tíðni galla í fjölliðunni, eru tiltölulega meiri.
Mottóið „Það sem augað sér ekki hjartað getur ekki syrgt yfir“ er talið mjög mikilvægt í mörgum endurvinnsluferlum. Þess vegna, fyrir utan skilvirka flokkun, spilar fjarlæging sýnilegra óhreinindaagna með bráðasíunarferlum sérstakan þátt í þessu tilfelli.
Almennt má segja að aðferðirnar til að búa til PET-flöskuflögur úr safnuðum flöskum eru eins fjölhæfur og mismunandi úrgangsstraumar eru mismunandi að samsetningu og gæðum. Í ljósi tækninnar er ekki bara ein leið til þess. Á meðan eru mörg verkfræðifyrirtæki sem bjóða upp á framleiðsluverksmiðjur og íhluti fyrir flögur og erfitt er að taka ákvörðun um eina eða aðra verksmiðjuhönnun. Engu að síður eru til ferlar sem deila flestum þessum meginreglum. Almennum eftirfarandi ferlisskrefum er beitt eftir samsetningu og óhreinindastigi inntaksefnis.
- Balaopnun, kubbaopnun
- Flokkun og val á mismunandi litum, erlendar fjölliður, einkum PVC, erlend efni, fjarlægja filmu, pappír, gler, sand, jarðveg, steina og málma
- Forþvottur án þess að skera
- Gróft skorið þurrt eða sameinuð til forþvottar
- Fjarlægja steina, gler og málma
- Loftsigting til að fjarlægja filmu, pappír og merkimiða
- Mala, þurrt og / eða blautt
- Fjarlæging á litlum þéttleika fjölliður (bollar) með mismun á þéttleika
- Heitþvottur
- Æðaþvottur og æting yfirborðs, viðheldur innri seigju og afmengun
- Skola
- Skolið með hreinu vatni
- Þurrkun
- Loftsigja flögur
- Sjálfvirk flaga flokkun
- Vatnsrás og vatnsmeðferðartækni
- Flaga gæðaeftirlit



Óhreinindi og efnislegir gallar
Fjöldi mögulegra óhreininda og efnagalla sem safnast upp í fjölliðaefninu eykst varanlega - við vinnslu og við notkun fjölliða - með hliðsjón af vaxandi endingartíma, vaxandi endanlegri notkun og endurtekinni endurvinnslu. Hvað varðar endurunnna PET flöskur er hægt að flokka galla sem nefndir eru í eftirfarandi hópum:
- Viðbragðs pólýester OH- eða COOH-endahópar eru umbreyttir í dauða eða óviðbragða endahópa, td myndun vinyl esterendahópa með ofþornun eða afkarboxýleringu tereftalatsýru, viðbrögð OH- eða COOH-endahópa með einvirkni niðurbroti vörur eins og kolsýru eða alkóhól. Niðurstöður eru minnkuð viðbragðssemi við endurtengingu polycondensation eða aftur SSP og breikka sameindarþyngdardreifingu.
- Endahópahlutfallið færist í átt að COOH endahópunum sem byggðir eru upp í gegnum hitauppstreymi og oxunar niðurbrot. Niðurstöðurnar eru minnkun á hvarfvirkni og aukning á sjálfvirku niðurbroti sýru við hitameðferð í viðurvist rakastigs.
- Fjöldi fjölfrumuvaka stækkar. Uppsöfnun á hlaupum og lengdargrenisgreiningum.
- Fjöldi, styrkur og fjölbreytni lífræna eins ólífræna og ólífrænna efnisins eykst. Með hverjum nýjum hitauppstreymi munu lífrænu erlendu efnin hvarfast við niðurbrot. Þetta veldur því að frekari niðurbrotsefni og litunarefni losna.
- Hýdroxíð- og peroxíðhópar byggja upp við yfirborð afurðanna úr pólýester í viðurvist lofts (súrefnis) og rakastigs. Þessu ferli er hraðað með útfjólubláu ljósi. Meðan á utanaðkomandi meðferðarferli stendur eru vetnisperoxíð uppspretta súrefnisróttæklinga sem eru uppspretta oxunar niðurbrots. Eyðing vatnsperoxíða á að gerast fyrir fyrstu hitameðferðina eða meðan á plastun stendur og hægt er að styðja þau með viðeigandi aukefnum eins og andoxunarefnum.
Að teknu tilliti til framangreindra efnagalla og óhreininda, er stöðug breyting á eftirfarandi fjölliðaeinkennum á hverri endurvinnsluferli sem eru greinanleg með efna- og eðlisfræðilegum rannsóknarstofugreiningum.
Einkum:
- Fjölgun COOH endahópa
- Aukning á litafjölda b
- Aukning á hassi (gagnsæjar vörur)
- Aukning á innihaldi fákeppni
- Lækkun síunarhæfni
- Aukning á aukaafurðum, svo sem asetaldehýð, formaldehýð
- Aukning erlendra mengunarefna
- Lækkun á lit L
- Fækkun um eðlislæga seigju eða breytilegt seigju
- Lækkun á kristöllunarhita og hækkun á kristöllunarhraða
- Lækkun vélrænna eiginleika eins og togstyrkur, lenging við brot eða teygjanleg stuðull
- Útvíkkun dreifingu sameindaþyngdar
Endurvinnsla á PET-flöskum er á meðan iðnaðar staðlað ferli sem er í boði af fjölmörgum verkfræðifyrirtækjum.
Að vinna úr dæmum fyrir endurunninn pólýester
Endurvinnsluferli með pólýester er næstum eins fjölbreytt og framleiðsluferlið byggt á frumkögglum eða bráðnun. Það fer eftir hreinleika endurunnu efnanna, pólýester er hægt að nota í dag í flestum framleiðsluferlum pólýester sem blandað saman við jómfrúar fjölliða eða í auknum mæli sem 100% endurunnið fjölliða. Sumar undantekningar eins og BOPET-filmur með litla þykkt, sérstök forrit eins og sjónfilmur eða garn í gegnum FDY-snúning við> 6000 m / mín., Örfilur og örtrefjar eru eingöngu framleiddar úr jómfrú pólýester.
Einföld endurpilling flöskuflaga
Þetta ferli samanstendur af því að umbreyta flöskuúrgangi í flögur, með því að þurrka og kristalla flögurnar, með því að mýkja og sía, svo og með kögglun. Afurðin er formlaust afturkorn af eðlislægu seigju á bilinu 0.55–0.7 dℓ / g, háð því hversu fullkomin forþurrkun PET-flaga hefur verið gerð.
Sérstakir eiginleikar eru: Acetaldehýð og fákeppni er að finna í kögglinum á lægra stigi; seigjan minnkar á einhvern hátt, kögglarnir eru formlausir og þarf að kristalla og þurrka áður en frekari vinnsla er framkvæmd.
Vinnsla til:
- A-PET kvikmynd fyrir hitaformun
- Viðbót við framleiðslu PET meyja
- BOPET umbúðamynd
- PET flaska plastefni af SSP
- Teppagarn
- Verkfræði plast
- Þráður
- Non-ofið
- Rönd umbúða
- Hefta trefjar.
Að velja endurrennsluleiðina þýðir að hafa viðbótarbreytingarferli sem er annars vegar orkufrekur og kostnaðarsamur og veldur hitauppstreymi. Hinum megin veitir pelleterunarskrefið eftirfarandi kosti:
- Ákafar bræðslusíun
- Millistig gæðaeftirlits
- Breyting með aukefnum
- Vöruval og aðskilnaður eftir gæðum
- Sveigjanleiki í vinnslu jókst
- Góð samræming.
Framleiðsla á PET-kögglum eða flögum fyrir flöskur (flaska til flösku) og A-PET
Þetta ferli er í meginatriðum svipað og lýst er hér að ofan; hins vegar eru kúlurnar sem framleiddar eru kristallaðar beint (stöðugt eða óslitið) og síðan látnar þéttast í föstu ástandi (SSP) í þurrkara eða lóðrétta hvarfakljúfa. Í þessu vinnsluþrepi er samsvarandi innri seigja 0.80-0.085 dℓ / g endurbyggð og á sama tíma er asetaldehýðinnihaldið minnkað í <1 ppm.
Sú staðreynd að sumir vélaframleiðendur og línusmiðir í Evrópu og Bandaríkjunum leggja sig fram um að bjóða upp á óháða endurvinnsluferli, svo sem svokallað flösku-til-flösku (B-2-B) ferli, svo sem BEPET, Stjarnan, URRC eða BÜHLER, miðar að því að færa almennt sönnun fyrir „tilvist“ nauðsynlegra útdráttarleifa og að fjarlægja líkan mengunarefna samkvæmt FDA og nota svokallaða áskorunarpróf, sem er nauðsynlegt til að bera á meðhöndlaða pólýester í matvælageirinn. Fyrir utan þetta samþykki fyrir ferlinu er engu að síður nauðsynlegt að allir notendur slíkra ferla þurfi stöðugt að athuga FDA-takmörk fyrir hráefni sem hann framleiðir sjálfur vegna ferlisins.
Bein breyting á flöskuflökum
Til að spara kostnað vinnur aukinn fjöldi millistærðaframleiðenda úr pólýester, svo sem spunaverksmiðjum, strengjavélum eða steypumyndum, við beina notkun PET-flagnanna, frá meðhöndlun á notuðum flöskum, með það fyrir augum að framleiða aukningu fjöldi polyester milliefna. Til að aðlaga nauðsynlega seigju, auk hagkvæmrar þurrkunar á flögunum, er hugsanlega nauðsynlegt að endurvekja seigju í gegnum fjölliðun í bræðslufasa eða pólýþéttingu fastefna flöganna. Nýjustu PET-flaga umferðarferlarnir beita tvöföldum skrúfuskúrum, fjölskrúfuðum extruders eða fjöl snúningskerfi og tilviljun lofttæmandi lofttæmingu til að fjarlægja raka og forðast forþurrkun flaga. Þessar aðferðir gera kleift að breyta óþurrkuðum PET flögum án þess að veruleg seigja minnki af völdum vatnsrofs.
Hvað varðar neyslu á PET flöskuflögum er aðalhlutanum um 70% breytt í trefjar og þráð. Þegar notuð eru bein efri efni eins og flöskuflögur í snúningsferlum eru nokkur vinnslureglur að fá.
Háhraða snúningsferlar til framleiðslu á POY þurfa venjulega seigju 0.62–0.64 dℓ / g. Byrjað er á flöskuflögum og hægt er að stilla seigju með þurrkunarstiginu. Viðbótarnotkun TiO2 er nauðsynlegt fyrir fulla daufa eða hálf daufa garn. Til að vernda spinnerets er skilvirk síun bráðnar, í öllum tilvikum nauðsynleg. Í bili er magn POY úr 100% endurvinnslu pólýester frekar lítið vegna þess að þetta ferli krefst mikillar hreinleika snúningsbræðslu. Oftast er notuð blanda af meyjum og endurunnum kögglum.
Heftatrefjar eru spunnnir á innra seigju sviðinu sem liggur frekar lægra og ætti að vera á milli 0.58 og 0.62 dXNUMX / g. Einnig í þessu tilfelli er hægt að aðlaga nauðsynlega seigju með þurrkun eða lofttæmisaðlögun ef tómarúm extrusion er. Til að stilla seigju er samt viðbót keðjulengdarbreytir eins og etýlen glýkól or díetýlen glýkól er einnig hægt að nota.
Snúningur er ekki ofinn — í fínu títersviði til textílnotkunar sem og þungur snúningur sem er ekki ofinn sem grunnefni, td fyrir þakklæðningu eða í vegagerð - er hægt að framleiða með því að snúa flöskuflögum. Seigju snúningsins er aftur innan 0.58–0.65 dℓ / g.
Eitt svið sem eykur áhuga þar sem endurunnin efni eru notuð er framleiðsla á umbúðarröndum með mikilli þrautseigju og einþráðum. Í báðum tilvikum er upphafshráefnið aðallega endurunnið efni með hærri innri seigju. Umbúðarrönd með mikilli þrautseigju sem og einþáttung eru síðan framleidd í bræðslu snúningsferlisins.
Endurvinnsla til einliða
Hægt er að fjölliða pólýetýlen-tereftalat til að fá einliða efnisþátta. Eftir hreinsun er hægt að nota einliða til að framleiða nýtt pólýetýlen tereftalat. Esterböndin í pólýetýlen-tereftalati má kljúfa með vatnsrofi eða með ummyndun. Viðbrögðin eru einfaldlega öfug við þau sem notuð voru í framleiðslu.
Glýkólýs að hluta
Að hluta til glýkólýsa (ummyndun með etýlen glýkóli) breytir stífu fjölliðunni í stuttkeðjuðu fákeppni sem hægt er að bráðna við við lágan hita. Þegar losað hefur verið við óhreinindin er hægt að gefa fákeppnunum aftur í framleiðsluferlið til fjölliðunar.
Verkefnið felst í því að fóðra 10–25% flöskuflögur en viðhalda gæðum flöskukúlanna sem eru framleiddar á línunni. Þessu markmiði er leyst með því að niðurbrjóta PET flöskuflögin - þegar við fyrstu mýkingu þeirra, sem hægt er að framkvæma í eins- eða fjölskrúfaðri extruder - í eðlislæga seigju um það bil 0.30 dℓ / g með því að bæta við litlu magni af etýlen glýkóli og með því að láta bráðna smeltastrauminn vera með litla seigju fyrir skilvirka síun beint eftir mýkingu. Ennfremur er hitastig komið í lægsta mögulega mörk. Að auki, með þessari vinnsluaðferð, er möguleikinn á efnafræðilegum niðurbroti vetnisperoxíðanna mögulegur með því að bæta við samsvarandi P-stöðugleika beint þegar mýkja. Eyðing á vetnisperoxíðhópunum er, með öðrum aðferðum, þegar framkvæmd á síðasta skrefi flögumeðferðar, til dæmis með því að bæta við H3PO3. Glýkólýseraða og fínsíaða endurnýta efnið er að hluta til stöðugt fóðrað í esteríunar- eða forþjöppunarofninn, skammtamagn hráefnanna er aðlagað í samræmi við það.
Heildar glýkólýsa, metanólýsa og vatnsrof
Meðhöndlun pólýester úrgangs með heildar glýkólýsu til að breyta polyester að fullu í bis (2-hýdroxýetýl) tereftalat (C6H4(CO2CH2CH2Ó)2). Þetta efnasamband er hreinsað með tómarúmdreifingu og er eitt af milliefnunum sem notuð eru við framleiðslu á pólýester. Viðbrögðin sem um ræðir eru eftirfarandi:
- [(CO) C.6H4(CO2CH2CH2O)]n + n Hoch2CH2Ó → n C6H4(CO2CH2CH2Ó)2
Þessi endurvinnsluleið hefur verið framkvæmd á iðnaðarmælikvarða í Japan sem tilraunaframleiðsla.
Svipað og með heildar glýkólýsu breytir metanólýs polyester í dímetýl tereftalatsem hægt er að sía og eimað eimað í tómarúmi:
- [(CO) C.6H4(CO2CH2CH2O)]n + 2n CH3Ó → n C6H4(CO2CH3)2
Metanólýsa er aðeins sjaldan framkvæmd í iðnaði í dag vegna þess að pólýesterframleiðsla byggð á dímetýlþereftalati hefur hrapað gríðarlega og margir dimetýlteþalatframleiðendur horfið.
Einnig eins og að ofan, er hægt að vatnsrofa pólýetýlen-tereftalat í tereftalsýru og etýlen glýkól við háan hita og þrýsting. Hreinsa hráa tereftalsýru er hægt að hreinsa með endurkristöllun til að gefa efni sem hentar til fjölliðunar:
- [(CO) C.6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n Hoch2CH2OH
Þessi aðferð virðist ekki hafa verið markaðssett ennþá.